您好,歡迎光臨山東興曄機(jī)械配件有限公司官網(wǎng)-公司主營礦用刮板機(jī)及配件等!聯(lián)系電話:13953854936
聯(lián)系人:萬經(jīng)理
手 機(jī):139-5385-4936
電 話:139-5385-4936
地 址:山東省泰安市新泰市羊流鎮(zhèn)工業(yè)園區(qū)





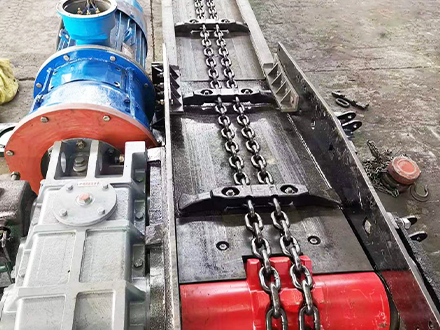
礦用圓環(huán)鏈的生產(chǎn)過程:
第一步:下料
用壓力機(jī)對圓鋼進(jìn)行下料,保證其長度、端面平面度、端面與棒料軸線垂直度等技術(shù)要求,表面平滑。我公司選用圓鋼材質(zhì)為原材料,棒料直徑嚴(yán)格遵循相關(guān)規(guī)定。
第二步:編結(jié)、合口
用壓力機(jī)對下料件進(jìn)行編結(jié),要確保其節(jié)距、外寬、對口間隙、對口中心偏移、接頭錯口、各擠壓部直徑等技術(shù)參數(shù)。合口時注意:保證其節(jié)距、外寬、對口間隙、接頭錯口等符合公差,若對口間隙不合格應(yīng)調(diào)整螺栓。
第三步:焊接
由專業(yè)技術(shù)人員對圓環(huán)鏈進(jìn)行焊接。焊接時需要注意:先調(diào)整對焊機(jī)各參數(shù),對電流、電壓、轉(zhuǎn)速、溫度進(jìn)行調(diào)整,檢查電極塊是否損壞,待穩(wěn)定后才可進(jìn)行焊接。先對鏈條進(jìn)行試焊接,觀察其焊接后燒傷度,第一接環(huán)有無裂紋、去刺刀痕深度,調(diào)整機(jī)器,合格后方才進(jìn)行焊接
第四步:一次拉伸
對焊接好的鏈條進(jìn)行預(yù)拉伸,用圓環(huán)鏈模具或卡尺進(jìn)行測量,確證其公差在±1mm。
第五步:熱處理
對預(yù)拉伸鏈條進(jìn)行調(diào)質(zhì)熱處理,對變頻器電壓、電流、轉(zhuǎn)速等參數(shù)進(jìn)行調(diào)整,待數(shù)據(jù)信息穩(wěn)定后方可進(jìn)行淬火、回火處理(溫度計(jì)對其溫度進(jìn)行測量,保證淬火、回火溫度)。
第六步:二次拉伸
對鏈條進(jìn)行第二次拉伸,按照GB/T12718-2001礦用圓環(huán)鏈標(biāo)準(zhǔn)對試驗(yàn)負(fù)荷下延伸率、破斷負(fù)荷率等技術(shù)要求進(jìn)行檢驗(yàn),待質(zhì)檢人員進(jìn)行檢驗(yàn)合格后,方才進(jìn)行下一步,否則返回上一步進(jìn)行加工處理。
第七步:拋光、噴漆
對檢驗(yàn)合格產(chǎn)品進(jìn)行除銹、拋光處理,確證其表面光潔度。噴漆處理用以延長圓環(huán)鏈使用壽命,噴漆時特別注意漆層表面無多余漆。
第八步:打捆入庫
對噴漆后的圓環(huán)鏈進(jìn)行打捆處理,然后由倉庫人員進(jìn)行入庫工作。


 掃一掃咨詢微信客服
掃一掃咨詢微信客服服務(wù)熱線


管理員
該內(nèi)容暫無評論